Footnotes for Tables 11.5 through 11.8
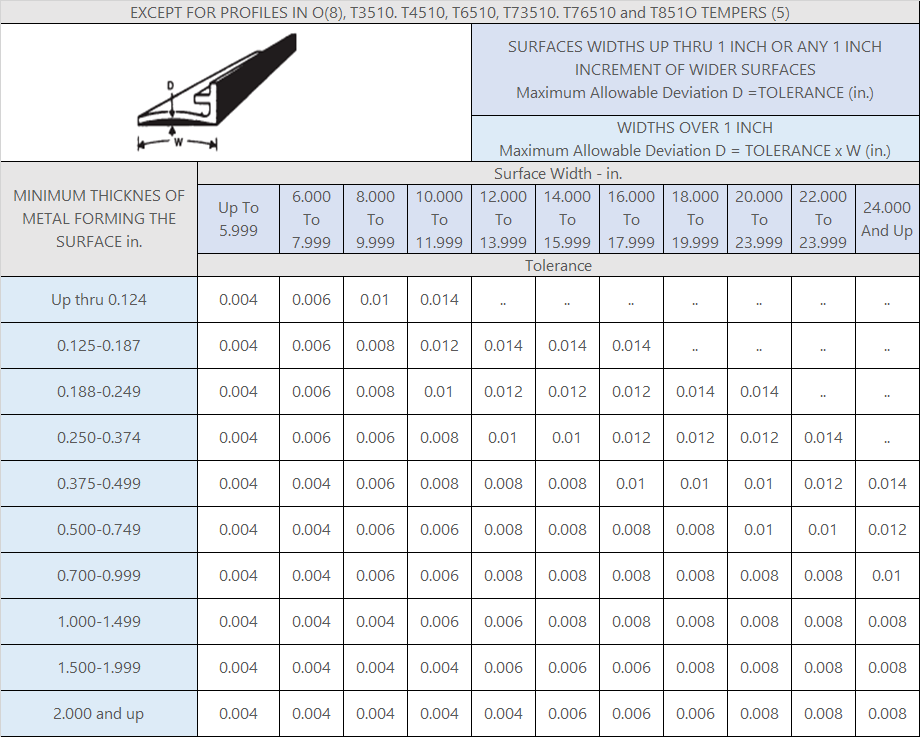
(1) These Standard Tolerances are applicable to the average profile; wider tolerances may be required for some profiles, and closer tolerances may be possible for others.
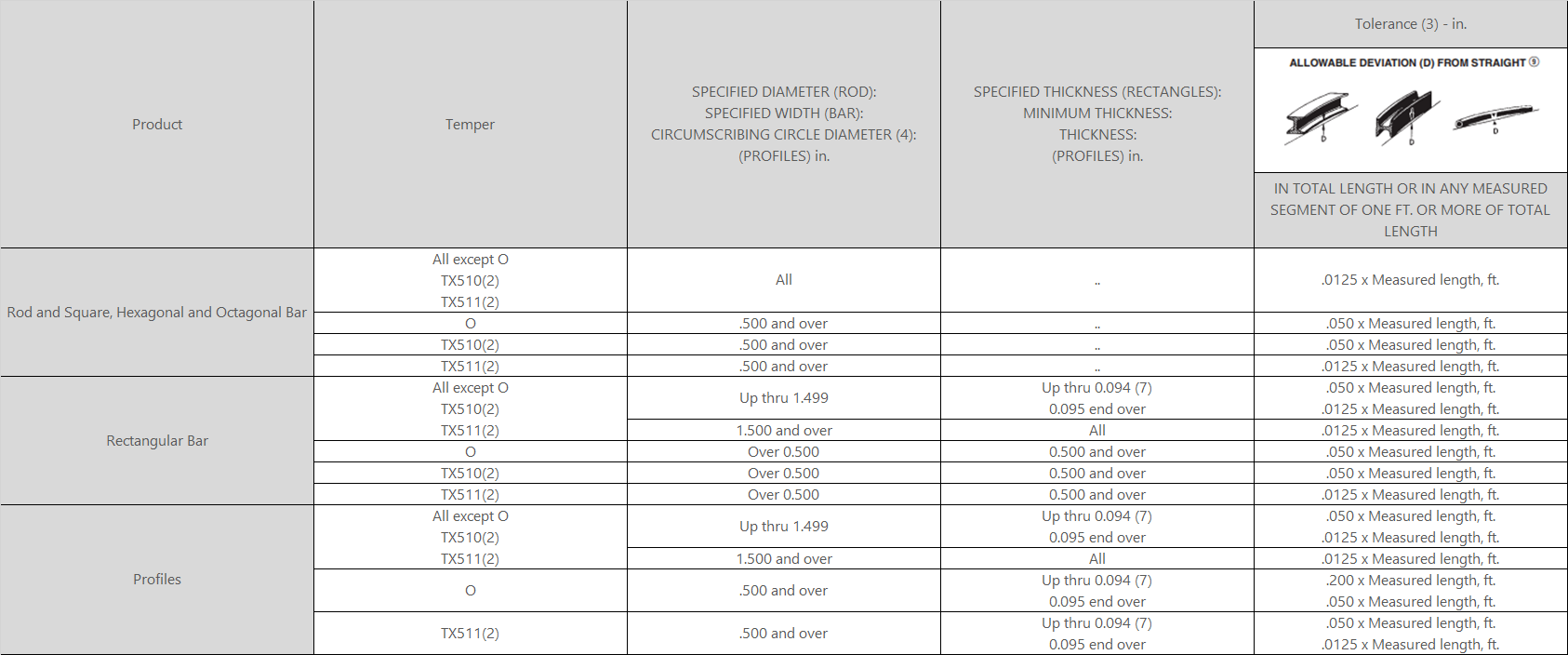
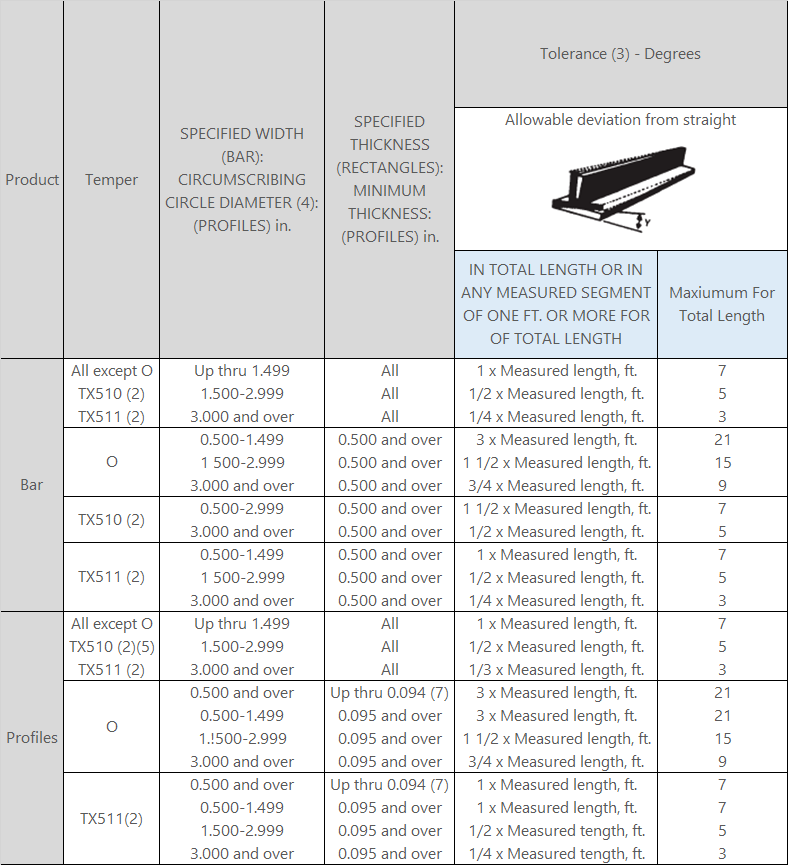
(2) TX510 and TX511 are general designations for the following stress relieved tempers: T3510, T4510, T61510, T6510, T8510, T73510, T76510 and T3511, T4511, T61511, T6511, T8511, T73511, T76511, respectively.
(3) When weight of piece on the flat surface minimizes deviation.
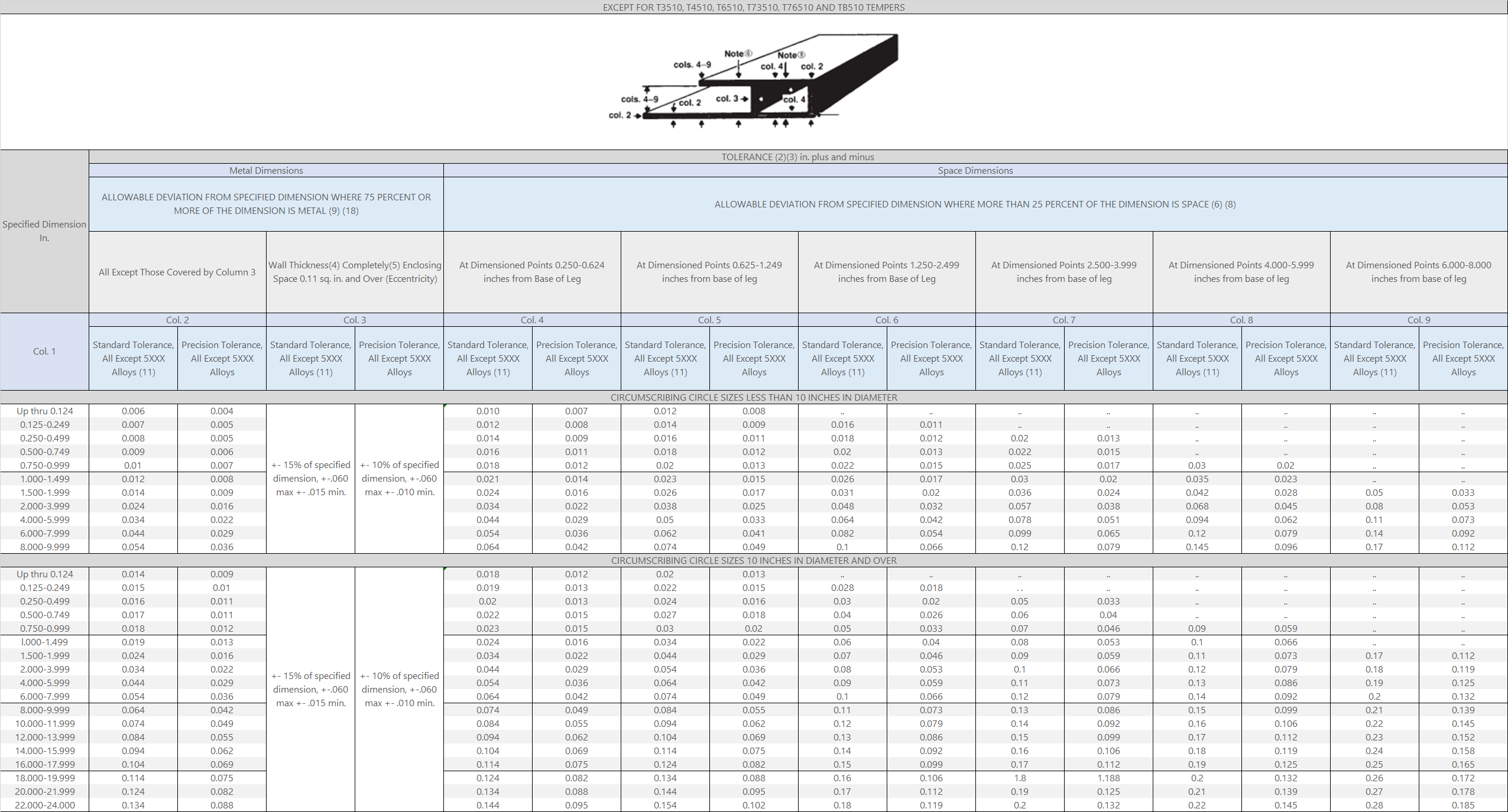
(4) The circumscribing circle diameter is the diameter of the smallest circle that will completely enclose the cross section of the extruded product.
(5) Tolerances for T3510, T4510, T6510, T73510, T76510, and T8510 tempers shall be as agreed upon between purchaser and vendor at the time the contract or order is entered.
(6) Twist is normally measured by placing the extruded section on a flat surface and at any point along its length measuring the maximum distance between the bottom surface of the extruded section and the flat surface. From this measurement, the actual deviation from straightness of the
extruded section at that point is subtracted. The remainder is the twist. To convert the standard twist tolerance (degrees) to an equivalent linear value, the sine of the standard tolerance is multiplied by the width of the surface of the section that is on the flat surface. The following values are used to convert angular tolerances to linear deviation: